

無錫螺旋鋼管
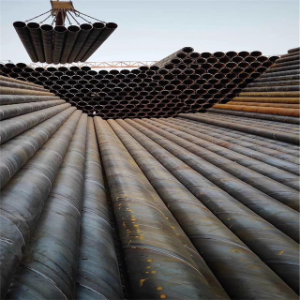
無錫螺旋鋼管要以熱軋帶鋼冷軋卷為主要原料,常常溫擠壓加工,以全自動雙絲兩面埋弧焊工藝焊接而成的螺旋縫鋼管。無錫螺旋鋼管將熱軋帶鋼送進焊管機,經多道程序熱軋帶鋼擠壓成型,熱軋帶鋼慢慢翻卷,形成有張口間隙的環形管料,調節擠壓輥的壓下量,使焊接間隙控制在1~3mm,從而使焊縫兩邊相平。
- 咨詢熱線:
0510-88888016
-
無錫螺旋鋼管要以熱軋帶鋼冷軋卷為主要原料,常常溫擠壓加工,以全自動雙絲兩面埋弧焊工藝焊接而成的螺旋縫鋼管。無錫螺旋鋼管將熱軋帶鋼送進焊管機,經多道程序熱軋帶鋼擠壓成型,熱軋帶鋼慢慢翻卷,形成有張口間隙的環形管料,調節擠壓輥的壓下量,使焊接間隙控制在1~3mm,從而使焊縫兩邊相平。
0510-88888016
無錫螺旋鋼管要以熱軋帶鋼冷軋卷為主要原料,常常溫擠壓加工,以全自動雙絲兩面埋弧焊工藝焊接而成的螺旋縫鋼管。無錫螺旋鋼管將熱軋帶鋼送進焊管機,經多道程序熱軋帶鋼擠壓成型,熱軋帶鋼慢慢翻卷,形成有張口間隙的環形管料,調節擠壓輥的壓下量,使焊接間隙控制在1~3mm,從而使焊縫兩邊相平。



生產工藝流程
(1)原料即熱軋帶鋼卷,焊條,助焊劑。在投入前都會經過層層理化檢測。
(2)熱軋帶鋼首尾連接,選用拉絲或雙絲埋弧焊接,在疊成無縫鋼管后采用自動埋弧焊焊接。
(3)成形前,熱軋帶鋼通過矯平、剪邊、刨邊,表面預處理輸送和予彎邊解決。
(4)選用電接點壓力表操縱皮帶輸送機兩側壓下去液壓缸壓力,保證了熱軋帶鋼的穩定傳送。
(5)選用外控或內部控制輥式成形。
(6)選用焊接間隙控制設備來確保焊接空隙達到焊接要求,管經,錯邊量和焊接空隙都能得到嚴格的控制。
(7)內焊和外焊全部采用美國林肯電焊機開展拉絲或雙絲埋弧焊接,從而得到相對穩定的焊縫質量。
(8)焊過的焊接均通過線上持續超音波全自動傷儀查驗,確保了100%的螺旋焊縫的無損檢測技術普及率。如有缺點,聲光報警并噴漆標識,生產員工以此及時調整工藝指標,及時排除缺點。
工藝原理
無錫螺旋鋼管關鍵工藝原理:
a.成形環節中,鋼材變型勻稱,剩余應力小,表層不會產生刮傷。加工制作無錫螺旋鋼管在直徑和壁厚的規格和型號范圍上有更高的協調能力,尤其是在生產制造高鋼級厚壁鋼管,特別是中小規格厚壁鋼管層面具有其他加工工藝無法比擬的優勢,可滿足客戶在無錫螺旋鋼管規格型號層面更多的要求。
b.采用先進兩面電弧焊工藝,可以從黃金位置完成電焊焊接,不易出現錯口、焊偏和未焊透等缺點,容易控制焊縫質量。
c.對管材開展100%的質量檢測,使鋼管加工的全流程皆在合理的檢查、監管下,高效地確保了產品品質。
d.整條生產線的所有機器設備具有與計算機數據采集系統軟件聯網的作用,實現用戶及時傳送,由中央控制室對生產中的性能參數。
質量檢驗
無錫螺旋鋼管在出廠以前應進行機械性能試驗和壓扁試驗及其擴口試驗,并需要達到標準規定的規定。直縫焊管質量檢驗步驟如下:
1、從表面分辨,就是說在外觀檢查。對接焊縫的外觀檢查是一種手續簡便又很應用廣泛的檢測方法,是品質檢驗的一個重要具體內容,通常是發覺焊接表層的不足和規格里的誤差。一般通過肉眼觀察,利用規范樣版、卡規和高倍放大鏡等設備進行檢測。若焊接表面有缺點,焊接內部結構就有存在不足的可能性。
2、物理的方法的檢驗:物理檢測方法是利用一些物理變化進行測定或驗證的方式。材料和產品工件內部缺陷狀況檢查,一般都是采用無損檢測的辦法。無損檢測有超聲探傷儀、無損探傷、滲透探傷、磁力探傷等。
3、受壓容器強度檢測:受壓容器,除開展密封性試驗外,也要進行壓力試驗。常見有打壓試驗和氣壓試驗兩類。兩者都可以檢測在壓力之下工作中的容器和管路的焊接致密度。氣壓試驗比打壓試驗更加靈巧和速,與此同時實驗后的產品無需排水管道解決,針對排水管道艱難的商品尤其可用。但實驗的風險性比打壓試驗大。進行測試時,要遵守對應的安全措施,防止試驗過程中出事故。
電話:0510-88888016 傳真:0510-83079997 郵箱:473334606@qq.com
聯系人:賀部長(賀懷喜)主管 地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
熱門標簽:鍍鋅螺旋管 (92)大口徑螺旋鋼管 (43)螺旋鋼管 (42)無錫螺旋焊管 (35)防腐螺旋鋼管 (33)橋式濾水管 (22)無錫螺旋鋼管 (21)無錫螺旋鋼管-無錫螺旋鋼管廠家-無錫螺旋鋼管價格 (18)無錫鍍鋅焊管 (13)規格 (12) 更多